Сварка двутавровых балок между собой встык
Содержание:
- Стыковка двутавровых балок
- Комбинированные соединения двутавровых стальных балок
- Способы соединения двутавров
- Смещенное соединение
- Чего не стоит делать при монтаже двутавровых балок
- Дефекты, которые могут возникнуть при сварке
- Процесс изготовления
- Технологический процесс производства сварных балок двутаврового сечения
- Процесс изготовления
- Преимущества двутавровых балок
- Сваривание стыков балки автоматами под флюсом.
- Расчет и изготовление сварного двутавра
- Маркирование и габариты балок
- Замена швеллерами
- Технология производства сварных балок.
Стыковка двутавровых балок
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва. Чаще всего для повышения надежности узла используют усиливающие накладки.
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.
Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Комбинированные соединения двутавровых стальных балок
Болтосварной способ стыкования профилей Н-образной формы востребован в большепролетном строительстве. Этапы процесса:
- соединение с использованием высокопрочных болтов и накладок;
- сварка поясов;
- закрытие технологических окон накладками.
Все соединяемые болтами элементы должны идеально совпадать по поверхностям и иметь ровные углы.
Тип соединений двутавровых профилей встык или под углом выбирается, в зависимости от функционального применения. Эта металлопродукция востребована в промышленном и гражданском строительстве для сооружения опор, высотных колонн, эстакад, крупногабаритных пролетов, устройства подкрановых путей.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Смещенное соединение
Сварка швеллеров, имеющих разный размер, производится методом их смещенного соединения. Для осуществления такого соединения придется прибегнуть к помощи нескольких сварщиков.
Начинать сварку необходимо с тех мест, где швеллеры имеют наиболее большой поперечный размер стенок. Если осуществляется сварка встык, то можно применять обычную схему действий. Соединения угловым способом осуществляются двумя рабочими, которые ведут сварочный процесс к середине от краев.
Если свариваются швеллеры из низкоуглеродистой стали, то продольные стыки нельзя доваривать до края на расстояние, соответствующее ширине профиля, а если из легированной, то этот размер увеличивают в два раза.
Чего не стоит делать при монтаже двутавровых балок
Делая узлы крепления для двутавровых балок, вы можете допустить целый ряд серьёзных ошибок. Если вы хотите, чтобы конструкция была устойчивой, никогда не допускайте следующих промашек:
Помимо этого, следует заранее рассчитать давление на двутавровую балку, чтобы подобрать подходящий для цели тип балки достаточной длины, ширины и толщины. Если у вас нет времени или возможности производить расчёты и знакомиться с огромным количеством инструкций по креплению двутавровых балок, вы можете обратиться за помощью к специалистам. Профессиональный строитель может сделать всё это быстро и качественно.
Дефекты, которые могут возникнуть при сварке
Дефекты в шве и околошовной зоне могут возникать из-за нарушения технологии сварки, несоблюдения правил, небрежности в работе и так далее.Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
- Металлопрокатные имеют ограничение по размеру, когда сварная балка таких ограничений не имеет;
- Высокое качество получаемого изделия;
- Отсутствие вредных отходов производства;
- Металлические конструкции, получаемые методом сварки, изготавливаются из различных марок стали. Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
- Существует также возможность получения сварной балки переменного сечения, благодаря чему могут быть осуществлены любые архитектурные идеи;
- Также за счет гармоничного и правильного подбора сечения вес может быть снижен примерно на 10 %;
- Балки могут быть выполнены на заказ с заранее заданной длиной.
Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
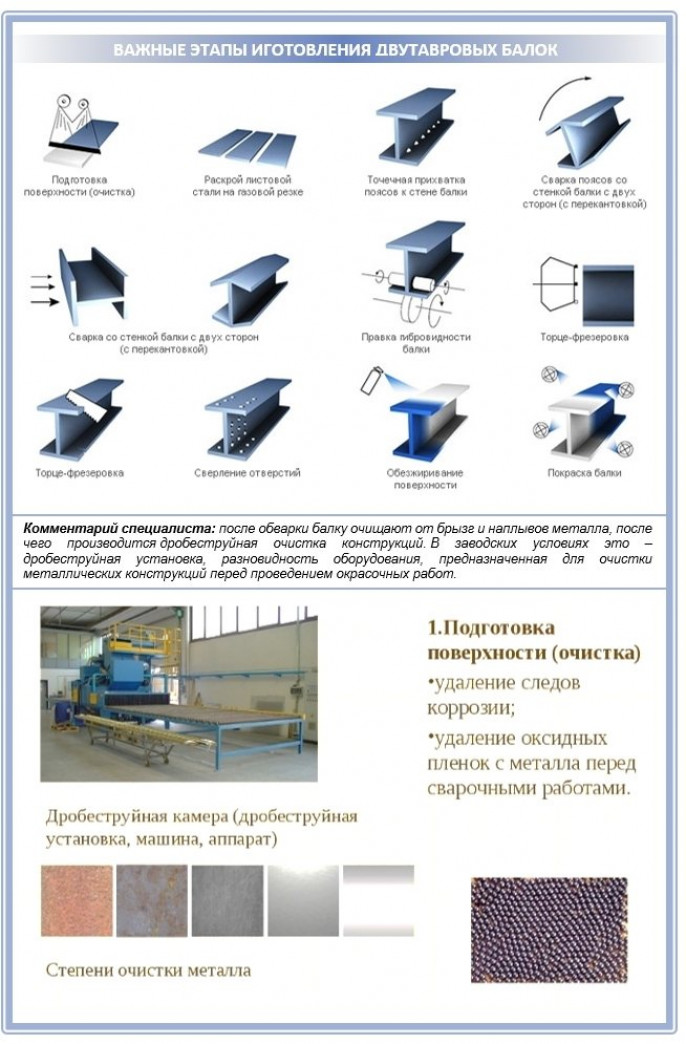
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой
При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность)
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.

Автоматическая сварка элементов двутавровой балки
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Процесс изготовления
В качестве составляющих для варки двутавров рекомендуется использовать легированную сталь. Изделия из неё хорошо впишутся в конструкцию частного дома, однако при масштабном строительстве этот материал проявляет себя не с лучшей стороны.
Первый этап — подготовка всех частей, которые впоследствии станут балкой. Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Важно найти помощника, так как детали тяжелые и соединить их в одиночку нелегко. Для создания двутавра рекомендовано автоматическое или полуавтоматическое сварочное оборудование
Важно наличие флюса — благодаря ему материал не будет разбрызгиваться по сторонам. Можно использовать и технику с применением электродного стержня, но этот способ более трудоёмкий
В конце изделия обрабатываются составом против коррозий.
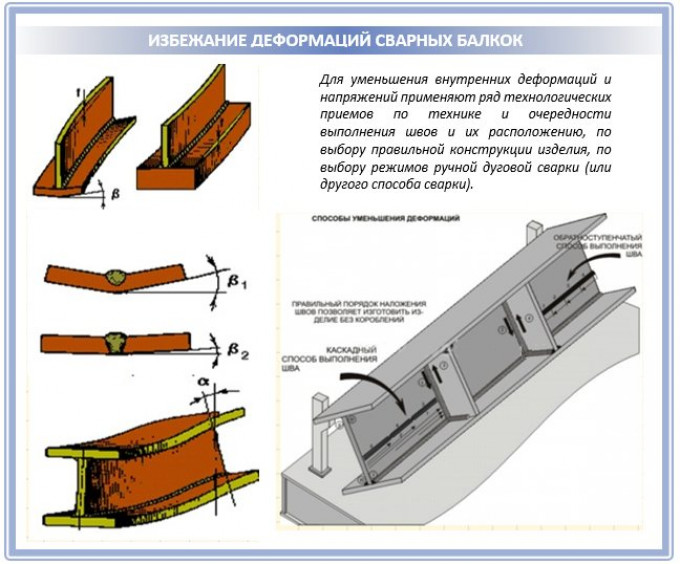
Для сокращения внутренних деформаций применяют различные техники и очередности сварочных швов. Основными считаются каскадный и обратноступенчатый способы выполнения шва.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
В строительстве сварной тип изделия более универсален. Использование разной стали даёт возможность регулировать металлоёмкость в зависимости от нагрузки.
И, если размер проката ограничен возможностями и размерами станка, то сварным способом возможно выполнить балки любого размера. Сделать балку, ширина которой будет разной на противоположных концах, на прокатном станке дорого. С составным типом двутавров такой проблемы нет.
Сваривание стыков балки автоматами под флюсом.
Скажем несколько слов об автоматической сварке стыков. Если сваривание балки осуществляется под флюсом с применением сварочных автоматов, то могут применяться разные приемы, также как и последовательность может отличаться.
Сварка может осуществляться наклоненным электродом, что позволяет делать одновременно два шва. С другой стороны у этого способа есть и недостатки. При наклоненном электроде увеличивается риск подрезать полки или стенки балки.
Кроме того, швы могут выполнять в положении, называемом специалистами, «лодочка». Это создает лучшие условия для образования шва, проплавления и пр. Однако, среди минусов такого способа – необходимость проворачивать изделие после выполнения каждого сварного соединения. Данный недостаток решается использованием специальных позиционеров-кантователей.
Процесс сваривания стыков балки требует тщательной подготовки, проведения и проверки расчетов моментов инерции, изгибающего момента и пр
Важно соблюдать технологию сваривания балок, неправильность которой может повлиять на будущую металлоконструкцию в целом
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:

Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Маркирование и габариты балок
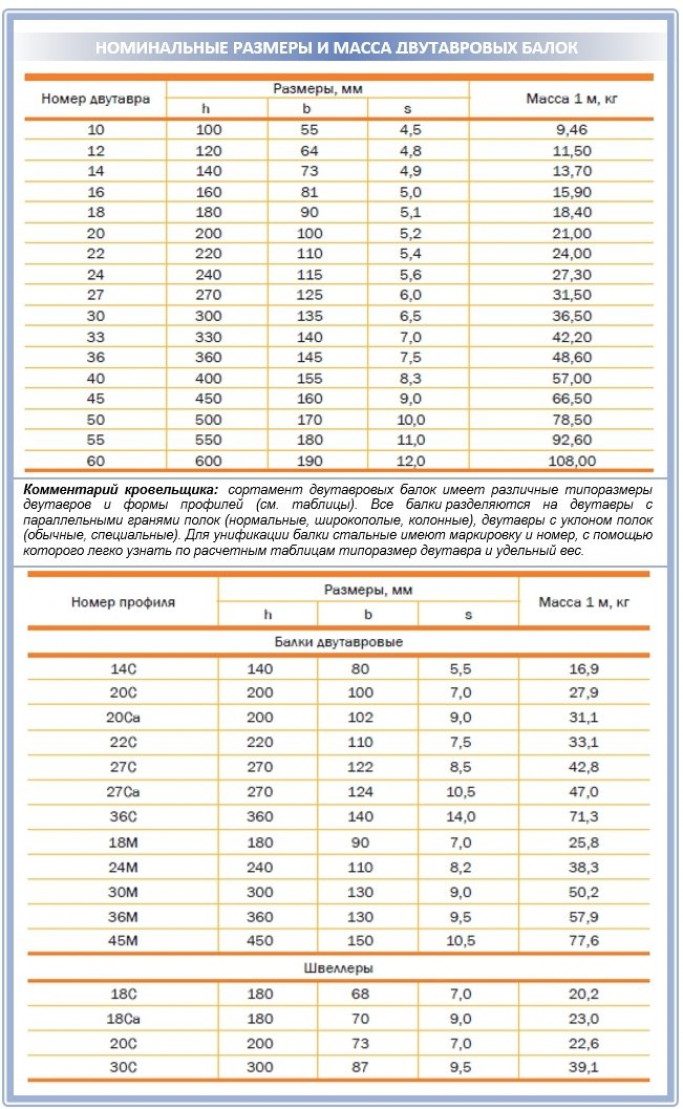
Согласно ГОСТ двутавр широкополочный 8239-89, размер изделия определяется высотой его стенки. Как это понять? Например, если взять профиль номер 14, то его высота (расстояние между полкой) будет составлять 140 мм, значит, балка под номером 55 будет иметь высоту 550 мм. Но это далеко не все параметры, которые прописаны в ГОСТ и характеризуют материал. Каждый номер балки имеет свои размеры, площадь сечения, массу и величины для осей. Балки можно отличить по таким параметрам:
- расположение полок. Изделия бывают параллельными или имеют уклон внутренних граней;
- принцип изготовления. Балки делаются сварными из листов стали, и горячекатаными. Горячекатаные представляют собой монолитную конструкцию из металла;
- точность производства. Маркой «Б» обозначаются двутавры, выполнены с повышенной точностью, а марка «В» указывает на обычную точность.
Для начала рассмотрим параметры горячекатаного двутавра, его размеры и сечение указаны в таблице согласно ГОСТ 8239-72:
Дополнения:
- Вес 1 м балки и площадь ее поперечного сечения вычислялись по номинальным размерам, при плотности стали в 7850 кг/м3.
- Значения в таблице, предоставленной выше, определяются так: «І» обозначает момент инерции, «W» говорит о моменте сопротивления, «S» о статическом моменте полусечения. Что касается значения «і», то оно говорит о радиусе инерции.
В ГОСТ также указываются предельные отклонения массы и габаритов. Их можно увидеть на данном фото:
Обозначения расшифровываются так:
- b1 – ширина части, которая укорочена;
- b2 – ширина части, которая удлинена;
- ∆ – уровень перекоса;
- f – уровень прогиба у стенки двутавра.
Нормальными принято считать металлические двутавры, которые имеют уклон граней внутри от 6 до 12%. По своему назначению их можно разделить на два вида: обычные и специальные. Сортамент двутавров указан в ГОСТ 19425-74. Он подходит в качестве балок подвесных путей, а также может быть использован для армирования шахтного ствола. В первом случае это серия «М», во втором серия «С».
ГОСТ 26020-83 указывает на изготовление двутавров с расположением граней внутри параллельного типа. В зависимости от особенностей, можно отметить такие виды изделий:
- Балочные, высота которых достигает 1 м, а ширина полок составляет 32 см. Обозначаются буквой «Б».
- Широкополочные изделия, высотой до 1 м, а шириной полок до 30 см. Обозначаются буквой «Ш».
- Колонные профили, ширина полки которой близка к его высоте. Обозначаются буквой «К».
Обратите внимание! Стандартный металлопрофиль имеет длину 4–12 м. В наличии есть изделия длиной 13 м
Но размер может быть обговорен согласно требованиям заказчика.
Если говорить о размерах и параметрах широкополочных двутавров, то можно обратить внимание на это фото. Двутавр широкополочный ГОСТ 26020-83 таблица
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Технология производства сварных балок.
Для изготовления двутавровых балок используется углеродистая сталь, а работы по сварке выполняются под действием флюса при помощи автоматизированного оборудования. Производственный процесс состоит из нескольких этапов, а именно:
- раскрой металлических листов на полосы. Скорость резки зависит от толщины металла, а работы выполняются на промышленной установке по терморезке с ЧПУ, при этом раскрой листов осуществляется сразу несколькими резаками;
- фрезеровка. Фрезерная обработка торцов позволяет улучшить качество шва между стенкой и полкой, работы выполняются на торцефрезерных станках;
- сборка балки с двутавровым сечением. В серийном производстве для сборки применяются станы, которые повышают производительность труда и сокращают время работ. Для закрепления и освобождения элементов заготовки используются специальные прижимные приспособления гидравлического типа, которые отличаются удобным применением, производительностью и высокой скоростью выполнения операции;
- сварочные работы. Проводятся на автоматизированных сварочных установках портального типа. Используются следующие методы сварки: наклоненным электродом и «в лодочку». Первый способ позволяет сварить одновременно два шва, а второй лучше формирует шов и глубину проплавления;
- правка полок. В процессе производства нарушается геометрия полок из-за нагрева металла, поэтому необходима правка грибовидности, а для этого балка на стане проходит через специальные ролики.
Применение комплексной производственной линии для производства балок двутавровых позволяет снизить время работ без потери качества и эксплуатационных характеристик изделий. Главными преимуществами линии является приемлемая стоимость, высокая производительность и автоматизация процессов.
https://youtube.com/watch?v=2gfm94yLBA8