Как измерить радиус изгиба?
Содержание:
- Выполняем расчеты на прогиб трубы самостоятельно
- Трубогибочные станки работающие способом наматывания
- Трубогиб и его применение
- Классы эксплуатации PEX труб, сроки службы и температурные режимы работы.
- Особенности ручной гибки алюминиевых труб
- Гибка в штампах при помощи прессования
- Что происходит с материалом труб при их гибке по радиусу
- Как рассчитать минимально допустимый радиус
- Методы сгибания труб и их преимущества
- Методы гибки труб без заводских приспособлений
Выполняем расчеты на прогиб трубы самостоятельно
В промышленном и частном строительстве распространены профильные трубы. Из них конструируют хозяйственные постройки, гаражи, теплицы, беседки. Конструкции бывают как классически прямоугольными, так и витиеватыми
Поэтому важно правильно сделать расчет трубы на изгиб. Это позволит сохранить форму и обеспечить конструкции прочность, долговечность
Свойства сгибаемого металла
Металл имеет свою точку сопротивления, как максимальную, так и минимальную.
Максимальная нагрузка на конструкцию приводит к деформациям, ненужным изгибам и даже изломам
При расчетах обращаем внимание на вид трубы, сечение, размеры, плотность, общие характеристики. Благодаря этим данным известно, как поведет себя материал под воздействием факторов окружающей среды
Учитываем, что при давлении на поперечную часть трубы напряжение возникает даже в точках, удаленных от нейтральной оси. Зоной наиболее касательного напряжения будет та, которая располагается вблизи нейтральной оси.
Во время сгибания внутренние слои в согнутых углах сжимаются, уменьшаются в размерах, а наружные слои растягиваются, удлиняются, но средние слои сохраняют и после окончания процесса первоначальные размеры.
Трубы с изгибом широко применяются в повседневной жизни
Как сделать правильные расчеты
Расчет профильной трубы на прогиб – это определение степени максимального напряжения на конкретную точку трубы.
У каждого материала существуют показатели нормального напряжения. Они не влияют на само изделие. Чтобы правильно сделать расчеты, следует применить специальную формулу. Нужно следить за тем, чтобы показатели не превышали максимально допустимые значения. По закону Гука возникающая сила упругости прямо пропорциональна деформации.
При расчете изгиба необходимо также применять и формулу напряжения, которая выглядит как М/W, где М – показатель изгиба по оси, на которую и приходится усилие, а вот W – это показатель сопротивления изгиба по этой же оси.
Изгиб трубы должен быть правильным и точным
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
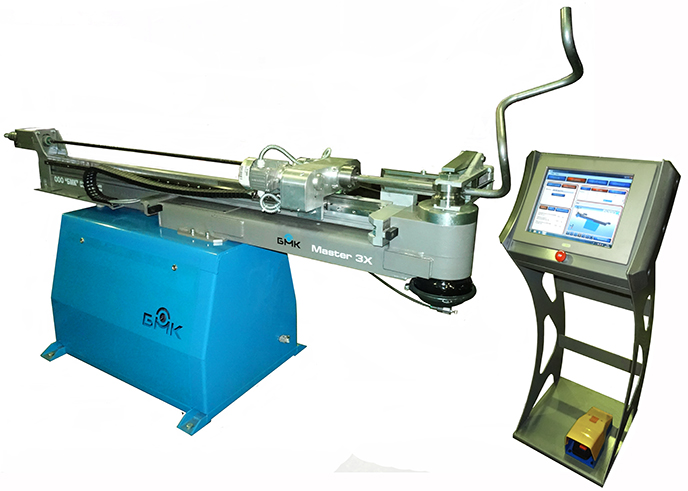 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
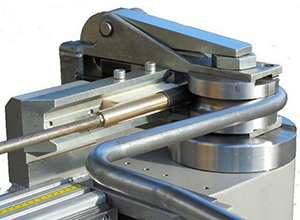
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
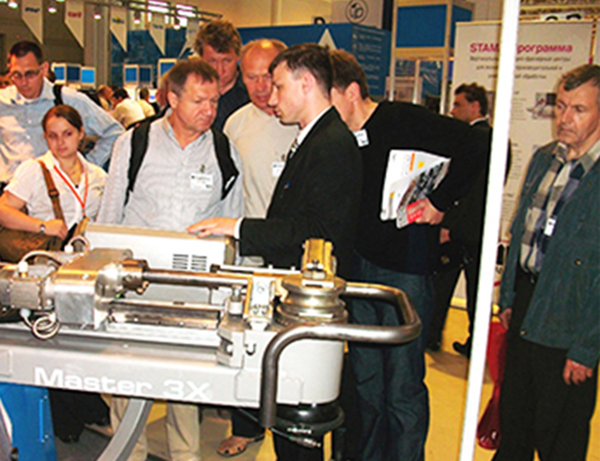
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
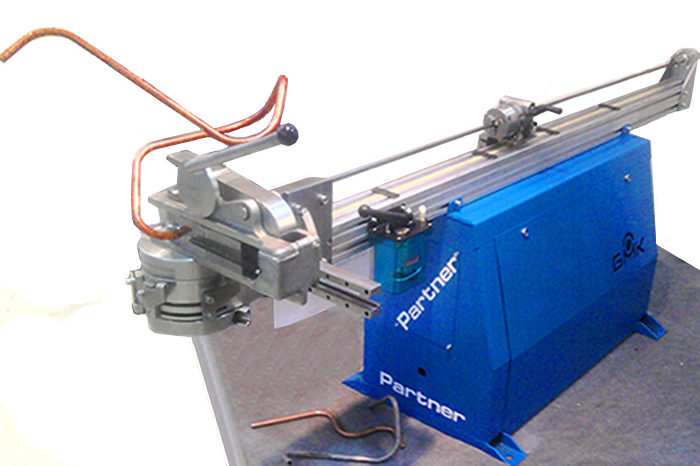
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Трубогиб и его применение
Гибка профильной трубы выполняется по радиусу производится посредством трубогиба, который может быть ручным или механизированным.
Если говорить о трубогибе ручного типа, то это оборудование начинает работать от прилагаемой силы. Она же приводит в действие привод подачи рабочего элемента, а также генератор искажающего действия.
А в изделии механизированного типа прибор работает от электропривода, запускающего крутящий момент на движущихся цилиндрах и сам генератор способен запускаться, когда на него воздействует оператор, или же гидравлический привод.
Наиболее популярный прибор, используемый как на производствах, так и в домашних условиях — это профлегиб (ПГ). Существуют такие его модели:
- ПГ1 — это устройство отличается своими компактными размерами (до четырех сантиметров) и может храниться в домашних условиях. Часто используется в сантехнических и слесарных нуждах. С его помощью можно выполнять минимальные радиусы со значением в 18 см включительно, а диаметр кольцеобразных конструкций будет составлять 60 см.
- ПГ2 — такой прибор тоже малогабаритный, но обладает большей мощностью по сравнению с предыдущей моделью. С его помощью можно обрабатывать изделия даже размером в 60 мм. Минимальный радиус составляет 220 мм, а диаметр — 600 мм.
Но стоит добавить, что подобные станки довольно дорогие. По этой причине некоторые мастера предпочитают изготавливать их в домашних условиях. А тем, кто не может справиться с подобной работой, лучше обратиться в специальную компанию, которая профессионально занимается гибкой профильных трубных конструкций.
Классы эксплуатации PEX труб, сроки службы и температурные режимы работы.
Говоря о характеристиках труб PEX всегда подразумеваются классы эксплуатации труб из данного материала полимеров. Помимо прочностных характеристик, которые изменяются от вида производства трубы. Существуют еще классы эксплуатации труб описанные в стандарте ISO 10508. Практически у всех производителей материалы одни, но ввиду широкого спектра применения PEX и PERT материалов и применяемых катализаторов классы эксплуатации труб делятся на 6 подвидов. Все эти классы на качество трубы не влияют, а указывают только на режимы эксплуатации трубы и ее рабочие температурные режимы относительно срока службы материала. В таблице ниже Вы можете ознакомиться с этими классами.
Таблица классов эксплуатации полимерных трубопроводов PEX и PERT:
Если говорить кратко, то в стандарте ISO 10508 области применения труб различных классов определены следующим образом:
· Класс 1 *
(распределительные системы ГВС 60°C, срок службы 50 лет)· Класс 2 * (распределительные системы ГВС 70°C, срок службы 50 лет)· Класс 3 * (только тёплые полы 35°C, срок службы 22 года)· Класс 4 * (теплые полы с температурой до 20°C – 2,5 года и низкотемпературные радиаторы 50°C, срок службы 22 года) Эксплуатация класса предполагает, что при среднесуточной температуре 40°C системы отопления труба прослужит минимум 15 лет.· Класс 5 * (высокотемпературные радиаторы и системы отопления 53°C, срок службы 16 лет)
* Все температуры классов рассмотрены исходя из среднесуточных значений температуры теплоносителя в трубе.
Для каждого материала и каждой серии S рассчитана величина максимального рабочего давления (4, 6, 8, 10 бар) для конкретного класса эксплуатации.
Например
, для трубы PP-RCT- S3,2 информация на трубе будет представлена в следующем виде:
Class 1/10bar, 2/10bar, 4/10bar, 5/8bar – это означает, что труба может быть использована:
для систем распределения горячей воды при температуре 60°C, рабочем давлении 10 бар и сроке эксплуатации до 50 лет (класс 1/10); для систем распределения горячей воды при температуре 70°C, рабочем давлении 10 бар и сроке эксплуатации до 50 лет (класс 2/10); для напольного отопления и низкотемпературных радиаторов при рабочем давлением 10 бар и сроке эксплуатации до 15 лет (класс 4/10); для высокотемпературных радиаторов при рабочем давлении 8 бар и сроке эксплуатации до 16 лет (класс 5/8)
Особенности ручной гибки алюминиевых труб
- Для повышения пластичности металла и снижения нагрузок при гибке заготовку в зоне гиба подогревают, используя обычную газовую горелку. Исключение составляет анодированный алюминий. Критерием готовности заготовки к деформированию служит температура ее поверхности: бумага, расположенная на ней, задымит или воспламенится. Следует помнить, что при превышении температуры более 120…140 0 С в многокомпонентных сплавах (например, АМг) могут начаться структурные превращения. После нагрева немедленно приступают к гибке.
- Для деформации подойдет шаблон из трубы того же радиуса гиба. Можно изготовить его и из древесины, предварительно пропитанной креозотом. На него накладывается и тщательно фиксируется исходная трубчатая заготовка. После этого целенаправленными ударами резиновой киянки трубе придают необходимый угол. При необходимости процесс повторяют.
- При гибке труб диаметром до 15…20 мм на наружный диаметр заготовки надевают стальную пружину, а затем, используя вставленный в торец заготовки стальной прут, производят обжим материала по шаблону или фиксатору.
- Вместо песка, в качестве заполняющей среды, можно использовать и воду, однако такой способ более сложен с точки зрения практической реализации, особенно при гибке трубы в домашних условиях.
Источник
Гибка в штампах при помощи прессования
Сгибание заготовок, длиной не более 70 сантиметров, можно осуществлять при помощи штампования. В данном случае используются гидравлические либо механические прессы. Этот способ позволяет изготавливать элементы конструкций со сложной формой.
Прессование заготовок является самым дорогим способом гибки. Однако и производительность его наиболее высокая. Данный метод позволяет производить широчайший сортамент продукции.
Трубогибочное станочное оборудование
Гибка труб в промышленных масштабах осуществляется с помощью станков.
Гибка вальцеванием. Наиболее распространены станки, гнущие изделия при помощи вальцевания. Чаще всего применяется оборудование с тремя валками, предназначенное для изгибания длинных заготовок. На нем может делаться спиральный трубный прокат.
Изделие двигается через ролики, местоположение которых определяет радиус его изгиба. Одновременно оно с обеих сторон сжимается деформирующим цилиндром. Он расположен между валиками, так, чтобы была возможность гнуть заготовку на весу. Ролики в процессе обработки металла выполняют функцию опоры.
Обработка сжатием
Нередко на производстве применяются станки, гнущие заготовки с малым радиусом способом сжатия. На них обрабатываются заготовки малого и большого сечения. Процесс происходит с местным разогревом изделий и одновременным осевым давлением на них.
Станок состоит из:
- станины с расположенным на ней нагревателем;
- опорного ролика;
- пары клещевых зажимов, первый из них — гибочный поворотный, второй — осадочный.
Устройство способно гнуть элементы под углом 180º. Оно зажимает заготовки с постоянным усилием независимо от их сечения и значения осевого усилия, образующегося в эпицентре деформации при изгибе изделия. Оборудование может обрабатывать квадратный и прямоугольный профиль.
Ротационно-вытяжная гибка
Ротационная вытяжка труб производится на станках с электрическими либо гидравлическими суппортами для передвижения давящих роликов. Последние служат для получения нужной конфигурации и толщины производимого элемента.
При ротационной вытяжке получают изделия из полых вращающихся стержней, деформируемых валиками по перемещающейся оправке. Сейчас в большинстве случаев используются ротационно-вытяжные станки с ЧПУ. Их программа учитывает сопротивление материала при его деформировании. При изготовлении продукции используется соответствующий ГОСТ.
Заключение
В небольших объемах гибка труб может производиться при помощи ручного инструмента. В промышленных масштабах это делается на специальных станках. Перед работой необходимо осуществить расчеты минимально допустимого радиуса гибки.
Трубопроводы и соединения.
Радиусы гиба труб
Наименьшие радиусы гиба труб и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.
Длину изогнутого участка трубы А определяют по формуле
A = πa 180 R + D н 2
где R – наименьший радиус изгиба, мм; D н – наружный диаметр трубы, мм.
При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии.
Размеры минимальных радиусов гиба стальных труб в зависимости от наружного диаметра и толщины стенки, а также предельные размеры складок приведены в табл. 18.
Минимальные радиусы гиба труб назначают в технически обоснованных случаях. При этом должны выполняться следующие требования:
1. Предельные значения овальности в месте изгиба не должны превышать указанных в табл. 18.
2. Толщина стенки трубы в зоне изгиба с наружной стороны изгиба должна составлять не менее 80% исходной толщины.
3. Размеры складок на внутренней (сжатой) стороне трубы не должны превышать указанных в табл. 18.
Толщина стенок с наружной и внутренней стороны изгиба трубы определяется по формулам:
S н = 1- 1- S D н 2 R CP D н ; S B = 1+ 1- S D н 2 R CP D н
где S – исходная толщина стенки трубы; D н – наружный диаметр трубы (исходный), мм; Rcр – средний радиус гиба , мм.
При заданном предельно допустимом утоньшении (уменьшении толщины) S н /S ≤ 0,2, средний радиус гиба определяется по формуле:
R ср = D н 1- S / D н 2(- S н / S ) .
Данные приведены для труб с относительной толщиной стенки 0,04 ≤ S/ D н ≤ 0,05 из материалов с временным сопротивлением σв ≤ 600МПа в отожженном (мягком) состоянии.
В табл. 19 приведены размеры минимальных радиусов гиба водогазопроводных труб, в табл. 20 – медных труб по ГОСТ 617-90 и латунных по ГОСТ 494-90.
18. Радиусы гиба стальных труб в зависимости от их диаметра и толщины стенок, мм
Диаметр трубы DH
Минимальный радиус гиба R при толщине стенки
Что происходит с материалом труб при их гибке по радиусу
Трубы с круглым, квадратным или прямоугольным сечением по-разному ведут себя в процессе обработки. Однако стенки изделия на внешней части гиба утончаются, поскольку в результате возникающих напряжений подвергаются растягивающему моменту.
Утончившаяся внешняя стенка обращается к выгнутой части трубы, направленной к ее срединной оси. Таким образом, деформации подвергается ее поперечное сечение. При превышении предела прочности происходит разрыв заготовки по внешней плоскости изгиба.
Стенки трубы на внутренней части гиба, напротив, утолщаются, поскольку на них воздействует сжимающее напряжение. При превышении предела прочности трубы на сжатие металл, из которого она изготовлена, утрачивает локальную жесткость, в результате чего внутри изогнутого изделия появляются глубокие складки.
Последствия гибки квадратного и прямоугольного профиля.
При гибке по радиусу труб с квадратным или прямоугольным сечением их стенки подвергаются максимальному напряжению сжатия и растяжения с наружной и внутренней стороны сгиба. Высокая склонность материала к деформации осложняет процесс контроля действующих напряжений в процессе обработки.
При работе с профильным металлом отмечается его вертикально направленное расширение с внутренней стороны изгиба, горизонтально протекающее вдоль торцевой части изделия. Эти напряжения оказывают влияние на стенки заготовки, расположенные вертикально. Поперечное сечение подвергается деформации, приобретая трапециевидную форму.
Поперечное прямоугольное или квадратное сечение плохо принимает зажимные усилия, существующие между изгибочной и зажимающей колодкой. Труба проскальзывает вдоль колодки в начале изгибания. Из-за трения с колодкой возможен преждевременный износ оборудования.
Проблемы при гибке круглых труб по радиусу.
При гибке по радиусу труб с круглым сечением материал менее подвержен деформации в местах высокого напряжения. Участки с максимальным напряжением сжатия и растяжения располагаются по касательной осевой линии к поперечному сечению. Благодаря круглой форме профиля металл при гибке может равномерно растекаться во всех направлениях, что облегчает процесс контроля деформации.
Круглое поперечное сечение позволяет заготовке легко передавать усилия, возникающие между изгибочной и зажимающей колодкой. В процессе гибки круглых труб по радиусу они почти не проскальзывают вдоль колодки.
Как рассчитать минимально допустимый радиус
Минимальный радиус гиба трубы, при котором появляется критическая степень деформации, определяет соотношение:
В нем:
- Rmin означает минимально возможный радиус гиба изделия;
- S обозначает толщину, которой обладает трубопровод (в мм).
Следовательно, радиус по срединной трубной оси равен: R=Rmin+0,5∙Dn. Тут Dn означает условный диаметр круглого стержня.
Обязательное условие, чтобы грамотно вычислить минимальный радиус изгиба — это необходимость принять во внимание соотношение:
Тут:
- Кт означает коэффициент тонкостенности изделий;
- D указывает на наружный диаметр труб.
Следовательно, универсальная формула для вычисления минимально допустимого радиуса гибки:
Когда заданный радиус получается больше, нежели значение, получаемое по приведенной выше формуле, то используется метод холодной гибки труб. Если он меньше рассчитанной величины, материал следует предварительно нагреть. Иначе его стенки при гибке деформируются.
- Тогда минимально допустимый радиус гибки полого стержня, без использования специального инструмента, должен составлять: R ≥9,25∙((0,2-Кт)∙0,5).
- Когда минимальный радиус гиба меньше рассчитанного значения, тогда использование оправки обязательно.
Поправка радиуса гибки труб после снятия нагрузки, с учетом пружинения (инерция распрямления), рассчитывается по формуле:
Тут:
- Do означает сечение оправки;
- Ki является коэффициентом упругого деформирования для конкретного материала (по справочнику).
Так:
- Для примерного вычисления упругой деформации для стальной, медной трубы с проходом до 4 см принимается величина коэффициента 1,02.
- Для аналогов с внутренним диаметром больше 4 см эта цифра будет равной 1,014.
Чтобы точно знать угол, на который следует гнуть материал, учитывая радиус инерции трубы, применяется формула:
Тут:
- ∆c является углом поворота срединной оси;
- Ki — это коэффициент пружинения по справочнику.
Когда искомый радиус больше сечения полого стержня в 2-3 раза, берется коэффициент пружинения 40-60.
Смотреть видео
Методы сгибания труб и их преимущества
Сгибание труб является технологией, где нужный поворот в направлении трубопроводной линии создается путем физического воздействия на заготовку, метод имеет следующие преимущества:
- Уменьшенная металлоемкость, в магистрали отсутствуют переходные фланцы, муфты и патрубки.
- Пониженные трудозатраты при монтаже трубопроводов по сравнению со сварными соединениями.
- Низкие гидравлические потери из-за неизменного профильного сечения.
Рис. 3 Дорны для трубогибов
- Неизменная структура металла, его физические и химические параметры по сравнению со сваркой.
- Высокое качество герметизации, линия имеет однородную структуру без разрывов и стыков.
- Эстетичный внешний вид магистрали
Существуют две основных технологии гибки — горячая и холодная, приспособления и методы можно разбить на следующие категории:
- По типу физического воздействия трубогибный агрегат может быть ручной и электрический с механическим или гидравлическим приводом.
- По технологии сгибания — дорновые (гиб при помощи специальных внутренних протекторов), бездорновые, и вальцовочные установки с роликами.
- По профилю — установки для металлопропрофильных прямоугольных или круглых изделий.
Рис. 4 Горячие способы гибки труб
Горячая гибка
Популярная в быту технология применяется в случаях, когда отсутствует трубогибный аппарат или нет возможности произвести работы холодным способом, процесс состоит из нескольких операций:
- Заготовка заполняется речным мелкозернистым сеяным песком без посторонних вкраплений в сухом виде. Для этого с одного конца вставляют заглушку, засыпают песок и закрывают отверстие с другой стороны.
- Место изгибания нагревается до температуры не более 900 градусов во избежание пережога и производится постепенное плавное механическое наматывание детали вокруг округлого шаблона.
- По окончании процесса заглушки извлекаются и из заготовки высыпается песок.
Холодные методы сгибания круглых труб
Холодные способы имеют неоспоримые преимущества перед горячими технологиями: они не нарушают структуру металла, более производительны и требуют меньше затрат. При холодном сгибе возникают следующие дефекты:
- уменьшение сечения трубы с внешней стороны профиля;
- искривления в загибе в виде гофры с внутренней стороны;
- изменение профильной формы в местах изгиба труб с круглой на овальную.
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
Рис. 11 Как получают нужный радиус изгиба медной трубы
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.
Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.
Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.
Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).